In industries where pressure vessels, reactors, and complex welded structures are exposed to high temperatures and harsh environments, unexpected failures can result in catastrophic consequences. This is especially true in the oil and gas sector of the Middle East, where operational continuity, safety, and cost efficiency are critical KPIs. This case study demonstrates how one company extended the life of a damaged reactor by a full year—thanks to the real-time diagnostic COMPACS® system, which employs advanced Acoustic Emission Testing (AET).
The Problem: Critical Crack Detected in High-Pressure Reactor
The COMPACS® system monitored an oil refinery fixed equipment and detected a critical crack in a thick-walled vertical steel reactor-revivifier operating at temperatures up to 425°C and under high internal pressure. Due to production schedules and extended delivery lead times, the reactor could not be replaced immediately. The earliest replacement window was at least 12 months away.


The challenge: keep the reactor operating safely for one more year without failure.
The Solution: Deploying an Acoustic Emission Monitoring System
The refinery team deployed the real-time diagnostic COMPACS® system for Structural Health Monitoring (SHM) based on physics-based artificial intelligence to address the challenge.
System Design & Implementation:
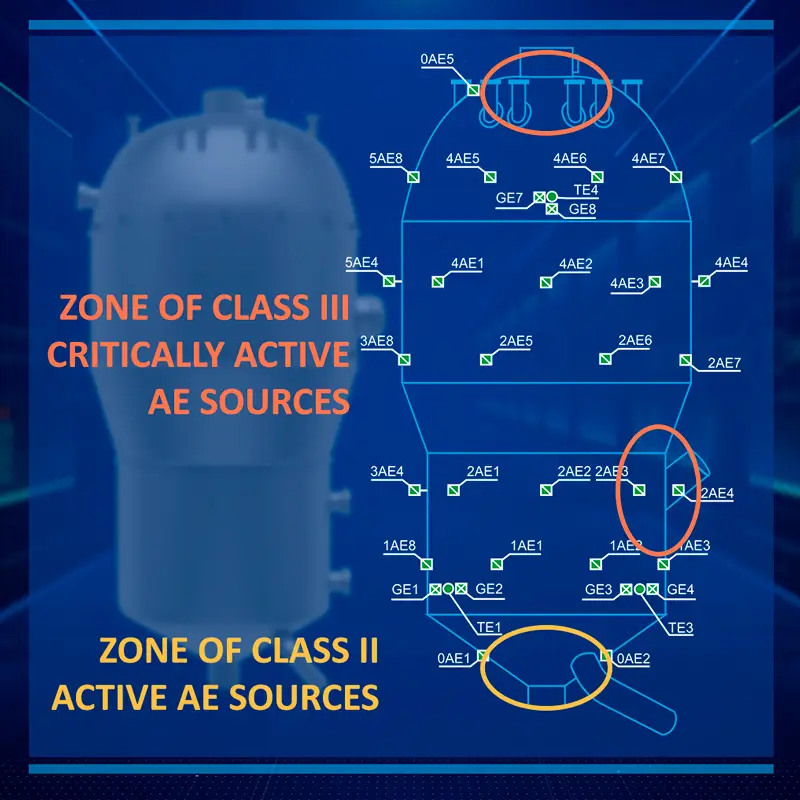
- 48 AE sensors, grouped in 7 belts on the reactor body in a chess order;
- 6 temperature and 12 local deformation sensors for correlated diagnostics;
- Acquisition and filtering of real-time acoustic emission signals to eliminate internal noise from ongoing processes and environmental noise such as rain or hail;
- Diagnostic station located in the control room;
- User-friendly software with accurate real-time prescriptions for urgent actions installed in the control room, also accessible to the maintenance team and management;
The threshold for the Action Required State for AE signal acquisition is set at 150 dB. The goal is to detect signal trends before catastrophic crack propagation occurs.
Explore All The COMPACS® System’s Solutions
Discover how real-time monitoring with AI-prescriptions can transform your approach to equipment maintenance.
Inside the COMPACS®-AE System Interface: Real-Time Visualization and Diagnostics
This case study’s heart is the COMPACS®-AE system, a specialized structural health monitoring solution designed for continuous acoustic emission (AE) diagnostics of complex industrial equipment such as reactors, reactors-revivifiers, vessels, heat exchangers, etc. The system interface provides operators with a clear, real-time overview of the equipment integrity and acoustic emission activity across monitored zones.

Key Interface Elements:
- Diagnostic Signs
Located at the top of the interface, these indicators display real-time values and trend graphs for each AE sensor’s diagnostic parameters. Operators can track how key metrics evolve, enabling early detection of anomalies. - AE Sensor Map (Location Map)
This map shows the spatial layout of sensor locations, helping operators correlate data with specific areas of the equipment.- Sensors detect both localized (triangulated) and non-localized AE signals (e.g., continuous emissions caused by leaks).
- Sensor status is color-coded based on the severity of diagnostic indicators:
🟢 Green – All signs are in the Acceptable (ACC) state.
🟡 Yellow – At least one sign is in the Action Required (ARQ) state.
🔴 Red – At least one indicator is in Unacceptable (UAC) state.
- Cluster Visualization
On the 2D unwrapped projection of the vessel, clusters represent concentrated AE sources or activity zones.- Cluster naming includes type (sum for accumulated map, avr for averaged map), unit name, and cluster number.
- Cluster color reflects health status:
🟢 Green – All signs within the cluster are in an Acceptable state.
🟡 Yellow – At least one sign requires attention.
🔴 Red – At least one sign indicates critical risk.
⚪ Grey – Inactive cluster (no recent AE signals).
- Sensor Coordinate Panel
Sensor coordinates are reflected on horizontal and vertical scales for accurate geolocation within the monitoring map. - Location Map Types
Operators can switch between several visualization modes:- Accumulated Count – Displays the number of AE signals detected at each location since the last reset.
- Accumulated Energy – Shows total AE energy accumulated at each map point.
- Averaged Count – Average of AE signal counts per time frame.
- Averaged Energy – Average of AE energy levels per location.
These maps are available in 2D unfolded projections and 3D representations of the equipment, enabling a comprehensive spatial assessment.
- Prescription Panel
When a sensor or cluster enters an ARQ or UAC state, the system automatically issues prescriptionsto prevent failure. The interface auto-focuses on the sensor or cluster in the worst state to assist operators in responding immediately.
How Acoustic Emission Testing Detected Hidden Defect Risks
On June 19, 2019, a failure in the Distributed Control System (DCS) caused a sudden shutdown of the slide valves on the catalyst circulation lines between the reactor and the reactor revivifier. This triggered disruption in the process mode, resulting in abrupt and intense dynamic stress in the lower section of the reactor-revivifier.
Although temperature and pressure changes remained minor due to system inertia, the mechanical impact from tons of fluidized catalyst (approximately 1 mm in size, moving at around 1 m/s) was significant. Catalyst flow remained unstable for nearly six hours during recovery, with pronounced fluctuations.
This incident acted similarly to a hydro test, stimulating defect propagation. The COMPACS® acoustic emission monitoring system promptly recorded a spike in acoustic activity, indicating that previously dormant flaws became active under this dynamic stimulus.
The COMPACS® system detected high activity at the bottom section of the reactor-revivifier, adjacent to the air inlet nozzle—suggesting a latent defect that may grow under stress. This area was flagged for further inspection using visual, ultrasonic, and dye penetrant methods during the next scheduled shutdown.

Long-Term Acousting Emission Testing
Throughout long-term monitoring, the system consistently detected emissions from previously known areas, including:
- Weld joints of spent catalyst inlet nozzles;
- Flue gas and catalyst dust outlet nozzle in the upper regenerator shell;
- Air feed and regenerated catalyst outlet nozzle connections.
These sources are situated in areas exposed to dynamic and vibrational stress due to ongoing process flows. Depending on signal parameters and location, the most likely types of defects are:
- Cracks in welded joints of nozzles
- Refractory lining degradation at interfaces with nozzles and shells (often caused by vibration-induced friction)
- Damage to internal joint elements
Additionally, the analysis showed a strong correlation between AE parameters and the catalyst level inside the reactor-revivifier, highlighting the direct structural load impact of catalyst mass on vessel integrity, as demonstrated in the following graph.
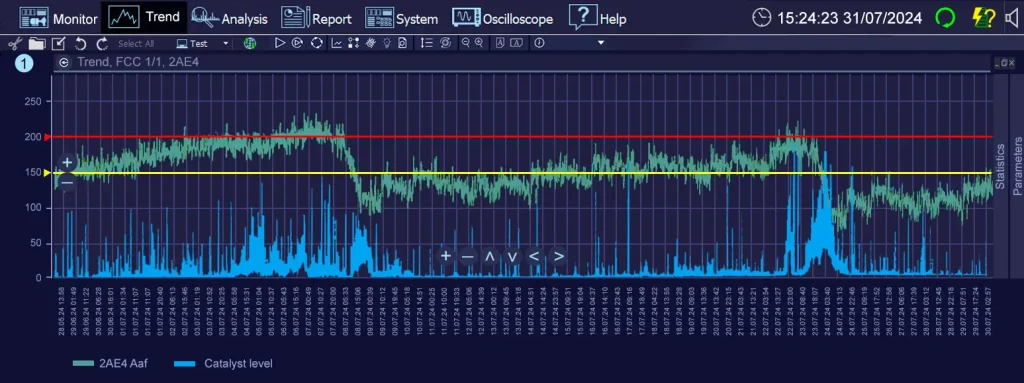
These AE sources should be monitored over time, and their areas should be scheduled for additional NDT inspection.
Benefits Delivered to the Customer
The COMPACS® system provided continuous, round-the-clock monitoring of acoustic emission activity and successfully identified three active areas of concern: at the top of the reactor, at the bottom, and in the area of the catalyst inlet. Thanks to acoustic emission testing, real-time monitoring, early diagnostics, and AI prescriptions:
- The COMPACS systen allowed for avoiding ynnecessary shutdowns, saving millions in production losses;
- Safety was ensured by detecting any risk escalation early;
- The refinery successfully operated the reactor-revivifier for an additional year while awaiting its scheduled replacement.
The oil refinery maintenance team replaced the reactor and installed equipment monitoring system on the new unit, continuing to protect the asset.
| Key Metric | Before the COMPACS® System | With the COMPACS® System |
|---|---|---|
| Downtime Risk | High | Significantly reduced |
| Monitoring Frequency | Periodic | 24/7 real-time |
| Crack Propagation Tracking | None | Clustered & localized |
| Decision-Making Confidence | Low | High (data-driven) |
Who Can Benefit from Acoustic Emission Testing Systems?
AET is an ideal solution for industrial environments where safety, early detection, and maintenance planning are vital. These include:
- Oil refineries (cat. cracking, hydrotreaters, gas adsorbers, pipelines, etc.);
- Chemical and petrochemical plants;
- Power generation facilities;
- Bridge and infrastructure monitoring;
- High-temperature or cyclically loaded assets.
Let’s Talk: Book a Meeting Today
Discover how real-time monitoring with AI-prescriptions can increase uptime and reduce maintenance costs.
Why choose AET over traditional NDT?
- Real-time defect detection during operation;
- No need to shut down the asset;
- Early diagnostics and accurate prescriptions before visible or audible symptoms arise;
- Ability to monitor hard-to-access areas and high-temperature zones.
Expert Tips for Successful Acoustic Emission Testing Implementation
- Know Your Asset: Conduct preliminary stress modeling and identify zones with the highest crack propagation risk. The COMPACS® system provides real-time monitoring of static equipment, units, and even entire facilities.
- Use Cluster Analysis: Don’t just count signals—analyze waveform patterns to distinguish real damage from noise. The real-time diagnostic COMPACS® system has embedded prescriptive analytics and noise filtering.
- Integrate with Process Parameters: Correlating AE data with temperature and pressure helps isolate operational stressors. Moreover, connected to DCS, the COMPACS® system can build a correlation matrix between process parameters and equipment state.
- Maintain Sensor Health: Use waveguides and pre-calibrated AE sensors to ensure accurate readings over time. The COMPACS® system has embedded self-diagnostics, which maintain the reliable and precise performance of the system itself.
- Plan for Action: Prepare NDT follow-up protocols when AE clusters indicate critical activity. The COMPACS® system has the smart-advice feature, which provides clear prescriptions to prevent failure. These prescriptions are tailored to each piece of equipment.
Conclusion
This project demonstrated how the COMPACS® system and acoustic emission testing transformed a potential emergency into a managed risk, enabling safe, uninterrupted operations and cost savings. As more facilities in the Middle East embrace digitalization and predictive maintenance, AET and SHM systems are proving indispensable. You can watch videos of other case studies on Dynamics Scientific’s YouTube Channel.
If you are experiencing equipment degradation, uncertain shutdown planning, or require compliance-ready integrity monitoring, consider implementing an acoustic emission monitoring system. Your operations—and bottom line—will benefit from this decision.
Have a Question? Let’s Talk!
Book a meeting today to learn more about how the real-time dignsotic COMPACS® system can level up your maintenance.
Explore Our Case Studies
Asset Reliability Management Based On Digital Technologies & AI
03/13/2024
Industrial safety is vital in ensuring the profitability of oil-refining and petrochemical industries. A high level of industrial safety in...
Read More
Real-Time Pipeline Monitoring and Leak Detection with the COMPACS System
05/23/2025
Real-time Pipeline Monitoring Modern real-time pipeline monitoring solutions aim to prevent leaks before they escalate into disasters. As infrastructure ages...
Read More
Condition-Based Maintenance: From Scheduled Repairs to Real-Time Decisions
07/30/2025
In oil and gas, petrochemical, mining, and other industries’ operations, every hour of uptime is critical. Traditional maintenance strategies, which...
Read More